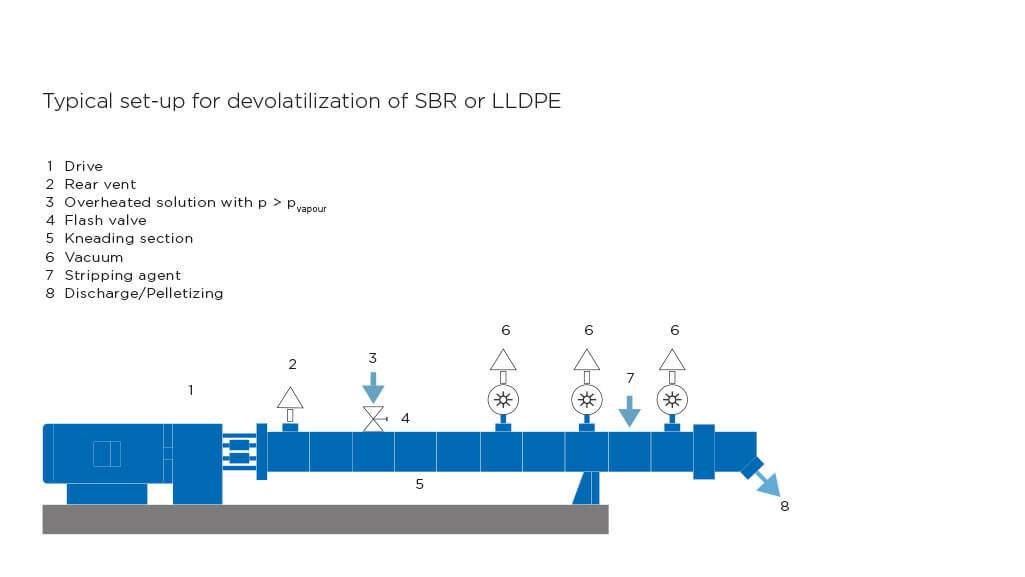
Highly efficient devolatilization technology in Coperion's twin screw extruders ensures the reliable removal of volatile organic compounds (VOCs), enhancing sensory quality of the product.
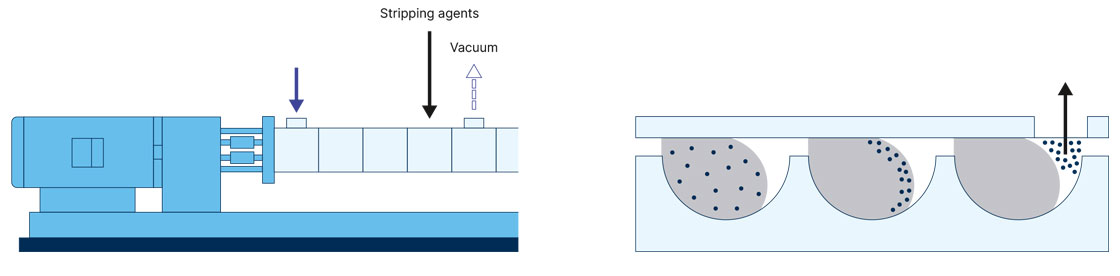
Depending on the process small (< 0.2 %) to large amounts (ca. 50 %) of volatiles have to be removed from the polymer melt rsp. solution or the solid polymer pellet. Required residual volatile levels depend on the type and the application of polymer.
Volatiles could be monomers, moisture, gases e.g. air or solvents. The type of volatile depends on the polymer and the way of polimerization.
As a provider of extrusion and compounding technology, Coperion offers comprehensive, tailor-made devolatilization solutions for compounding and extrusion processes. These range from the degassing of plastic melts and rubber to the production of practically odorless plastics compounds for packing materials or auto interiors.
Regardless of whether volatile components are available in small or large batch sizes, with a high or low boiling point – with our years of experience from numerous projects, tests, simulations and scale-ups, our specialists adapt every ZSK and STS twin screw extruder and compounder optimally to your application.